Newsletter issued in March 2019
The Cost of Vapor for Thickness Uniformity
Correction masks can result in excellent thickness uniformity for both evaporation and sputtering PVD processes. The cost of vapor, i.e. the amount of vapor blocked by shadow masks, however, can be very substantial -- a sacrifice in deposition rates. How do we achieve good thickness uniformity with minimum cost of vapor?
An answer lies in correction masks that are thoughtfully designed and placed.
To begin with, we should know our baseline: how much vapor is collected by your fixtures (where you place the parts to be coated) without correction masks. In precision coating processes with rotating fixtures, a vapor collection efficiency typically lies between 20% to 40%. In other words, only 20 to 40 percent of the vaporized material is typically utilized while the rest ends up on chamber walls and other surfaces. Here are a few tips for optimally fitting a correction mask(s):
1) Consider repositioning the source to reduce non-uniformity before installing masks;
2) Be aware that different materials produce different vapor plumes -- you might need a strategy in meeting your uniformity specs for more than one material;
3) Consider uncoupled masks when you deposit multiple materials that produce different vapor plumes;
4) It's usually preferable to use short masks which cast shadows over a radius of a fixture, as opposed to long masks which cast shadows over the entire diameter of a fixture;
5) Consider offsetting your masks in azimuth angle to prevent flaking-off material from falling onto your source;
6) Installation provision (mounting handles) is part of a mask -- it must be included in your design;
7) The least amount of vapor to be sacrificed depends on your tooling method (single rotation vs. dual rotation) and geometric relationship between your source and fixtures.
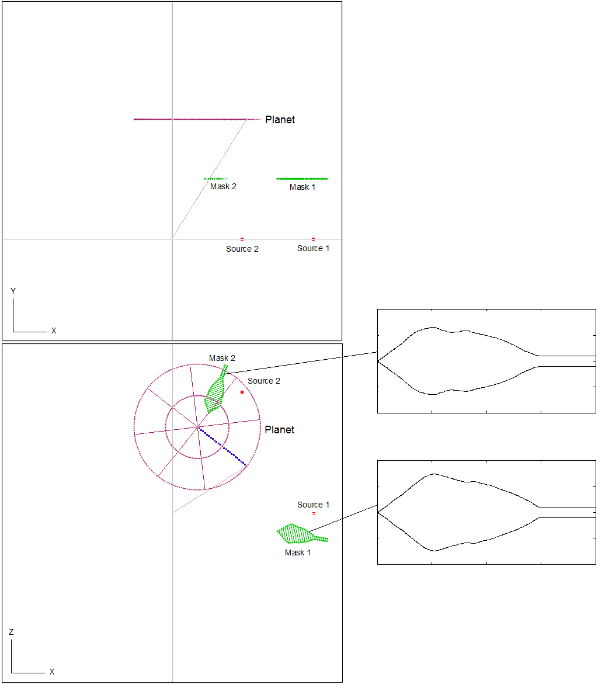
The following shows an example of a well-thought-out mask system that allows two materials of different vapor plume to be deposited uniformly on fixtures that undergo a planetary rotation.
Here, two materials are evaporated from Source 1 and Source 2 positions, respectively. The material in Source 1 has a plume parameter (exponent of the cosine) of 1.5; the material in Source 2 position has a plume parameter of 2.5. In order for both materials to produce uniform thin films, two uncoupled correction masks are employed. These two masks are positioned at a height that is half of the planet height; they both are offset in azimuth angle from the source positions. As such, these two masks are uncoupled. In other words, Mask 1 only shadows vapor from Source 1, and Mask 2 only from Source 2.
The coating processes are inside a chamber that has four 40-cm diameter planets. Before installing the masks, coating of material 1 has a vapor-collection efficiency of 27% and a thickness uniformity (across the entire radius) of +/-1.8%; material 2 has a vapor-collection efficiency of 30% and a uniformity of +/-1.6%. After installing the two optimized masks, both material sources produce thin films with uniformity around +/-0.15%. The cost of vapor collection is minimal: material 1 now has a vapor-collection efficiency of 25.0%; that of material 2 is 28.5%. The sacrifice of material vapor is about 2% for both materials.
Because the two materials are different in plume distribution, the two final masks are different in shape. These mask shapes are optimized with the help of V-Grade 5S, a numerical modeling tool set by Tin Model LLC. To design an economical correction mask (one that levies a minimal vapor-collection cost) the optimization process should facilitate and favor such an outcome. V-Grade 5S offers a full set of functions and routines that guide you to solutions that deliver the best possible thickness uniformity at the lowest vapor-collection cost.
Please view our previous newsletters for more discussions on mask designs and optimization:
© 2019 Tin Model LLC, 2285 Massachusetts Ave.
Cambridge, Massachusetts 02140, U.S.A.
Phone: (857)498-9723
www.tinmodel.com