Large-Area Uniformity in Compact Chamber
- A special report on PVD innovations
Tin Model LLC, August 25, 2022
Updated July 2023
© Tin Model LLC. All rights reserved.
Introduction
A common problem in precision coating is that in order to obtain thickness uniformity one has to build a vacuum chamber that is much larger than the substrate holder to house a moving fixture, such as a planetary-rotation mechanism.
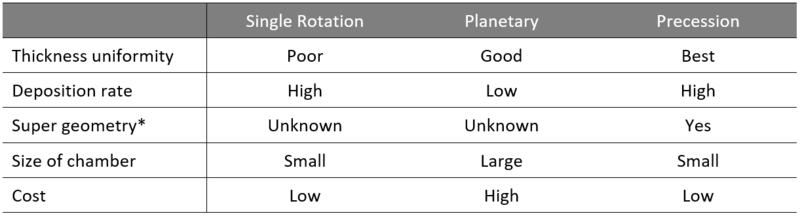
An innovation is now available to circumvent this: it yields superior thickness uniformity in a very compact vacuum chamber. The new approach is based on a precession rotation of a substrate holder. The precession motion has many advantages over conventional approaches. A comparison of various methods is given in the table below.
Precession Motion of Substrates
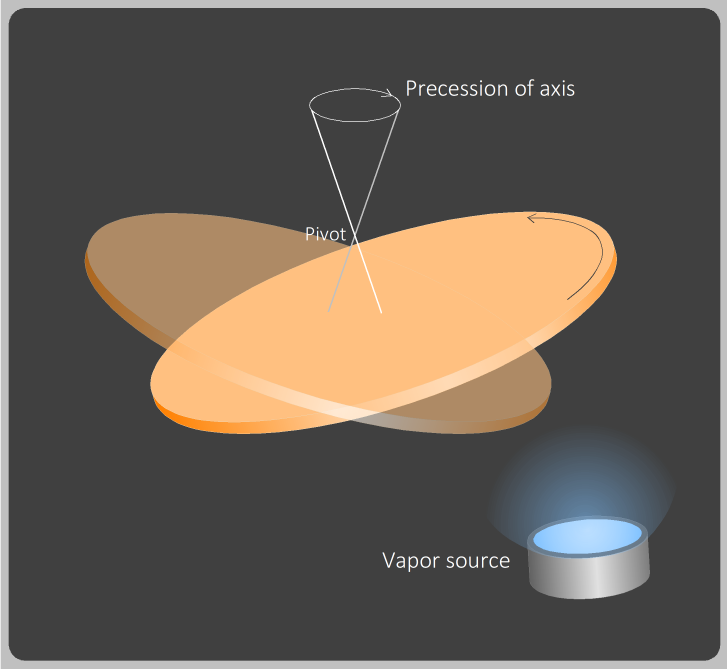
In the precession motion, a substrate holder (or a substrate itself) rotates in a manner similar to that of a top, as illustrated in Fig.1. As with the planetary rotation, the precession motion is a dual-axis movement, but that's where the similarity ends. The axis of the substrate holder does not revolve in an orbit, instead, it precesses with a fixed pivot like a top.
This manner of rotation affords an advantage in producing thickness uniformity over a large area in a chamber that is not much greater in size than the uniformity area. The precession motion was first discovered and employed in an evaporation-source coating system [1]. Since the initial demonstration studies have been carried out, both experimentally and numerically, to show that this technique is applicable to sources with extended emission areas including magnetron sputtering and ion-beam sputtering. The studies have been shown that precession motion, arranged adeptly, yields very uniform thin-film materials with the use of commonly available magnetron sources or ion-beam sputtering sources. In addition, the precession motion gives rise to "Super Geometries", geometric arrangements that not only yield uniform coatings but also maintain the uniformity when the vapor plume varies.
It is straightforward to implement the precession motion. There are many mechanisms for realizing the motion, some simple, others allow more variabilities and functions like feeding electric currents for substrate heating. Shown in Fig. 2 is a simple design for a sputter-down arrangement.
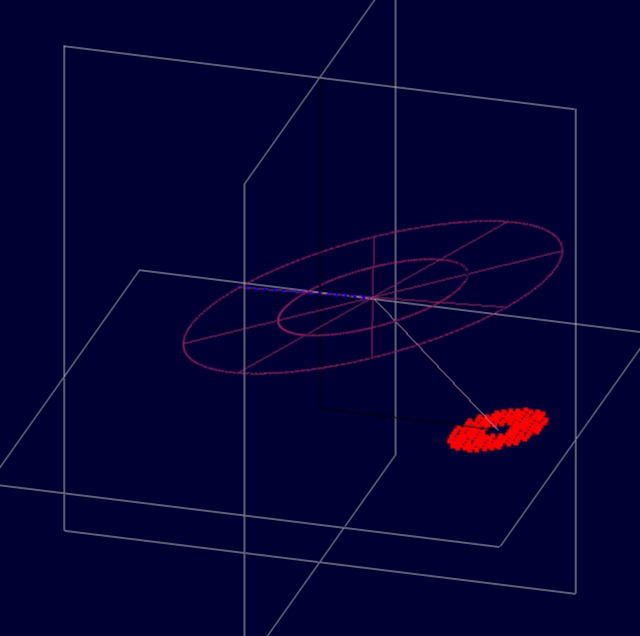
Fig. 1. Highly uniform coating system with a precession-rotation mechanism.
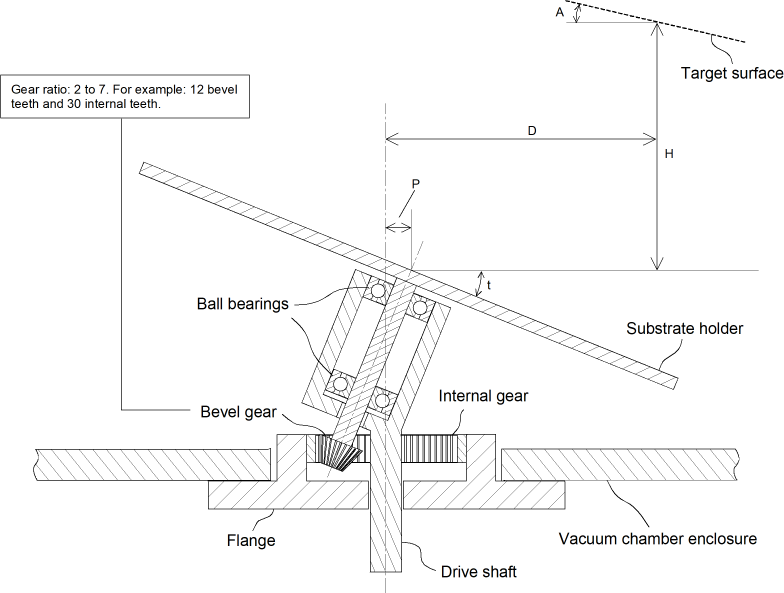
Fig. 2 A mechanical implementation of precession motion.
Comparisons in Uniformity
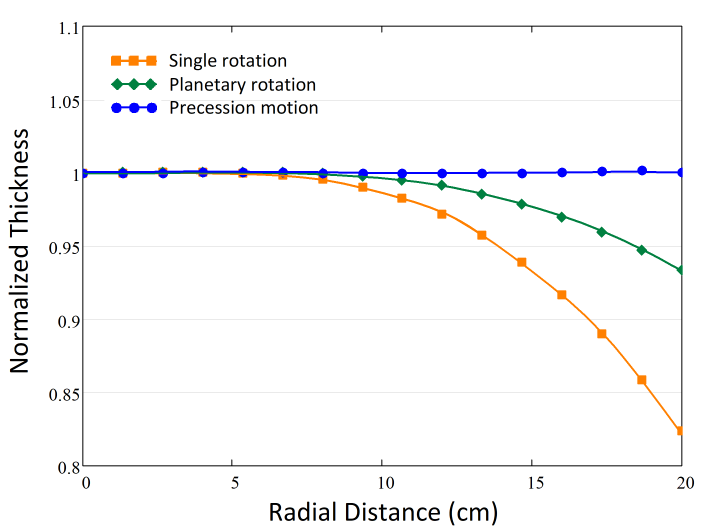
The precession motion produces thin-film materials with exceptional thickness uniformity, and they are obtained without any correction masks. In Fig. 3, thickness distributions on a 40-cm diameter substrate are compared for three types of substrate movements: single-rotation, planetary rotation and the precession motion. A common 8-inch planar magnetron source is employed for all three cases. The single rotation produces the least uniform thickness distribution with a ± 9.7% peak-to-valley nonuniformity; the planetary rotation system has a nonuniformity of ± 3.5%; and the precession motion yields a nonuniformity of ± 0.12%.
A property of precession motion is that the uniformity area can cover a radius that is much greater than the dimensions of a sputtering target in use. For example, a nearly identical thickness uniformity as what is shown in Fig. 3 can be had with a 4-inch magenetron source.
The single-rotation and the precession-motion fixtures can be housed in a vacuum chamber of similar compact size. The planetary rotation, on the other hand, requires a vacuum chamber that is at least twice as large in diameter.
Fig. 3 Thickness distributions for three different substrate motion
types. None employs a correction mask.
Besides the intrinsic uniformity in film thickness, the precession motion offers other advantages. Frequently, correction masks are employed in single-rotation or planetary-rotation systems. It is well known that correction masks can cause thickness irregularities when ultra-thin layers are produced: a condition for smooth and stable thickness distribution may not be satisfied when coating ultra-thin layers with a correction mask -- there are too few rotations. The absence of correction masks in a precession-motion deposition makes it friendly to ultra thin layers. A more significant advantage has to do with how a thickness uniformity, often obtained through considerable engineering, varies when a vapor plume changes shape.
Super Geometry
As important in a production is how a thickness uniformity vary with changes in a vapor plume: changes are inevitable because of material differences and erosions of sputtering targets.
For a given substrate size (or a substrate carrier size) and the choice of a vapor source, there is substantial freedom in geometric arrangements for a precession motion. Within the freedom, there is a subset of geometries that not only yields excellent thickness uniformity but also maintains the uniformity when the vapor plume of a source changes. They are super geometries.
The super geometries, like the precession motion itself, have been discovered through experiments of numerical simulation. (They can only be discovered this way because of the highly convoluted relationship between a geometry and its resultant thickness distribution. Their existence, however, is unsurprising in the sense that one quantity can exhibit diminishing dependence on another under certain conditions, or zero derivatives, in a great number of complex systems.)
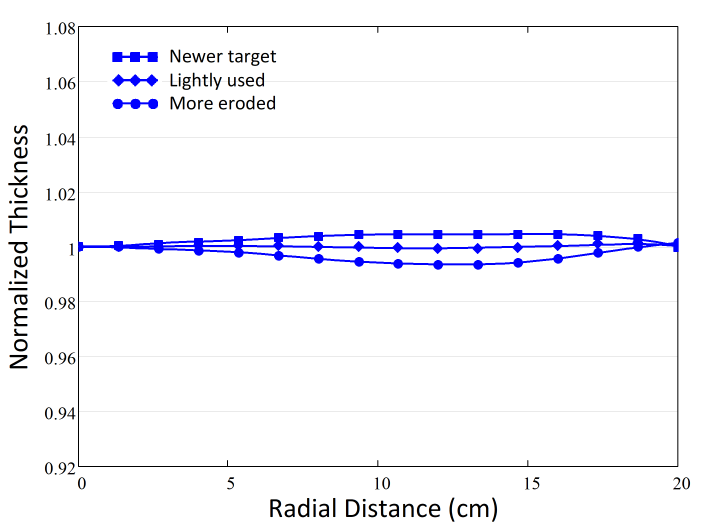
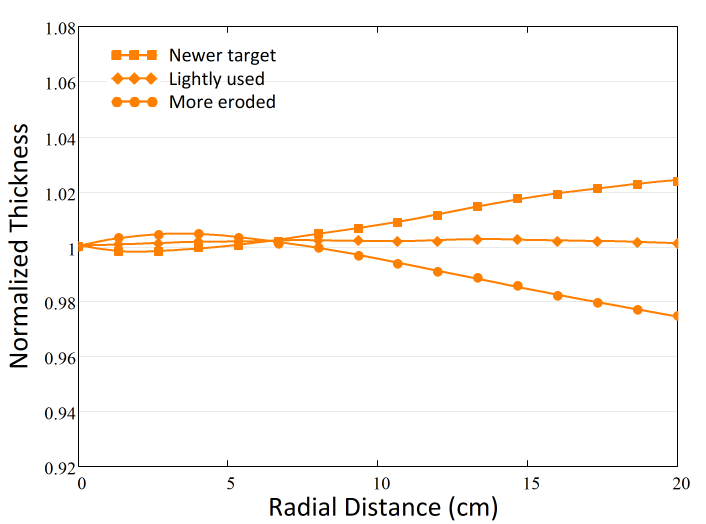
Fig. 4A Thickness distributions at different stages of a target life in a super-geometry implementation of the precession motion.
Fig. 4B Comparative case: thickness distributions at different stages of a target life in a single-rotation coating process with a correction mask.
Shown in Fig. 4A are thickness distributions produced with a procession motion, set in a super geometry. The substrate carrier is 40 cm in diameter; the vapor source is an 8-inch planar magnetron target. A numerical simulation can quickly guide you to a set of parameters (P, D, H, t and A in Fig. 3) that comprises a super geometry. The setup is optimized for a lightly used target to yield a thickness nonuniformity of ± 0.12%. When the target is new (the vapor plume is more "heart shaped") the same geometry yields a thickness nonuniformity of ± 0.4%; when the target becomes more eroded through use the thickness nonuniformity becomes ± 0.25%. No correction mask is employed, nor any adjustment is needed throughout the changing plume of the target life.
Shown in Fig. 4B, for comparison, are results from a single-rotation process equipped with the same magnetron source. Here, a correction mask is employed and optimized for the lightly used target to obtain a thickness nonuniformity of ± 0.15%. For the newer target and the more eroded target, without any adjustment, the process yields a nonuniformity of ± 1.5% and 1.2%, respectively.
A super geometry has a very practical advantage in thin-film production: it is a convenient way of achieving tight thickness uniformity for multi-material structures and to maintain qualities when target erosion causes a vapor plume to change.
Application
The precession motion and the associated super geometries should be suitable for any general-purpose box coaters or batch coaters, and for high-precession tools in particular. The precession motion can also be adopted in cluster tools for coating large substrates in a compact vacuum compartment.
Although most of the experimental confirmation has been performed with flat substrates, numerical simulation indicates that the precession motion can produce more uniform thin films on non-flat substrates such as spherical or parabola surfaces than the conventional approaches.
In a precession-motion coating process, the angle-of-arrival of the depositing species spans a broad range, similar to that of a planetary-rotation system. The deposition should provide good step coverage for microfeatures on substrates. Therefore, it should be suitable for manufacturing a large variety of optical parts and semiconductor wafers in which step coverage is required. On the other hand, it is unsuitable for metal depositions followed by a photolithographic lift-off process.
The precession motion method places no restriction on the types of vapor sources that can be used. Sources that have been confirmed to produce uniform thin films, either experimentally or numerically, include planar magnetron targets of circular or rectangular shapes, cylindrical (and rotating) magnetron sources, thermal or electron-beam evaporators, and ion-beam sputtering sources.
[1] F. Wang, R. Crocker, and R. Faber, "Large-area uniformity in evaporation coating through a new form of substrate motion," in Optical Interference Coatings, OSA Technical Digest (Optica Publishing Group, 2010), paper MB3.
© 2022 Tin Model LLC
Watch a video of Precession Motion:
*A super geometry is a geometric arrangement in which the thickness uniformity is insensitive to variations in the vapor plume of a source.